Een bekende vuistregel uit de theorie over werklastbeheersing stelt dat een voortbrengingssysteem niet voller beladen dient te worden dan 80%. Daarboven stijgt de doorlooptijd zeer snel. Korte doorlooptijden en daaraan gerelateerde capaciteitsbeslissingen en beslissingen over het leveren van variatie zijn daarmee tactische of zelfs strategische aangelegenheden geworden. Werklastbeheersing is een belangrijke tactiek binnen Operational Excellence om de doorlooptijden te beheersen en helpen te verkorten. Een gouden regel is dat als je de werklast niet kunt beheersen, je ook de doorlooptijden niet kunt beheersen (laat staan dat je ze dan kunt verlagen).
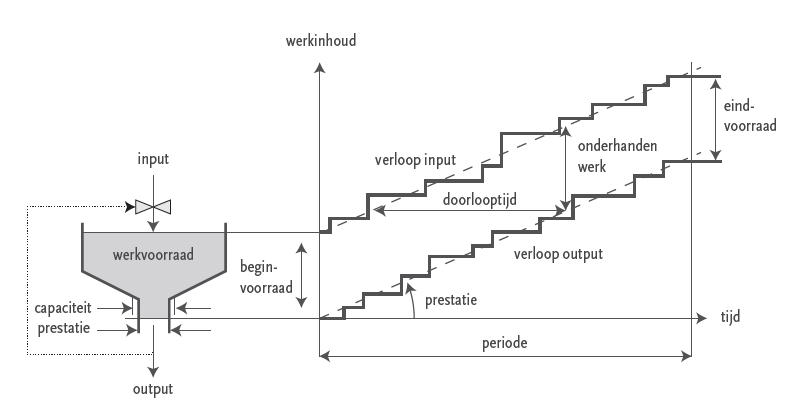
Wiendahl (1995), een van de grondleggers van werklastbeheersing, illustreerteen werklast beheersingssysteem als een trechter, met de aankomende orders als input, en de afgemelde orders als output. De inhoud van de trechter representeert de werkvoorraad in het voorbrengingssysteem, bestaande uit alle geaccepteerde orders die naar de werkvloer zijn vrijgegeven.
Werk blijft stromen
De uitstroomopening van de trechter wordt theoretisch begrensd door de capaciteit van het voortbrengingssysteem. De werkelijke prestatie is vaak lager in verband met variabiliteit in het systeem. Op basis van die prestaties wordt de hoeveelheid input geregeld zodat er nooit meer werk wordt vrijgegeven naar de werkvloer dan een vooraf bepaalde werklastlimiet (ofwel de maximale hoeveelheid voorraad onderhanden werk). Dit zorgt ervoor dat het werk blijft stromen. Het regelen van de werklast in een systeem komt overeen met het plaatsen van een verkeerslicht voor de ingang van het primaire proces, net zoals doseerlichten bij veel snelwegopritten de toestroom van auto’s regelen. Deze verkeerslichten fungeren als een kraan, een regelaar, om de werklast te beheersen (zoals de lichten bij snelwegopritten zorgen voor uniforme tussen-oprijtijden bij de snelweg).
Doorlooptijd binnen een werklastbeheersingssysteem
Uit het trechtermodel is vrij eenvoudig een doorlooptijddiagram af te leiden. Het input- en outputverloop worden verkregen door de aangemelde orders en de afgemelde orders cumulatief tegen de tijd uit te zetten. De verticale afstand tussen het verloop van input en output geeft de werkvoorraad weer, de horizontale afstand de doorlooptijd van de orders in het primaire proces. De prestatie van het primaire proces is af te lezen uit de grootte van de hoek tussen het verloop van de output en de horizontale as.
De doorlooptijd binnen een werklastbeheersingssysteem wordt beheerst door het gericht beïnvloeden van de voorraad onderhanden werk of de beschikbare capaciteit van het primaire proces. Dit omdat volgens de wet van Little de omvang van de voorraad onderhanden werk gelijk is aan de bezettingsgraad maal de doorlooptijd. Omdat op korte termijn de capaciteit van een primair proces doorgaans vast is (zelfs het ad hoc inhuren van tijdelijk personeel kost tijd), is de doorlooptijd binnen het primaire proces alleen te beheersen door de voorraad onderhanden werk te beheersen.
Effectieve én efficiënte beheersing: de wet van Ashby
Bij het inrichten van de besturing is het van groot belang om de behoefte aan en noodzaak van planning en besturing (ofwel de beheersingsbehoefte) af te stemmen met de planningsen besturingsmechanismen (ofwel het beheersingsvermogen). Hierbij geldt de wet van Ashby, die bekend staat als de law of requisite variety (‘wet van de vereiste gevarieerdheid’; zie Ashby, 1956): gevarieerdheid kan slechts beheerst worden met gevarieerdheid. Daaruit volgt dat een regelend orgaan ten minste zo veel variatie moet bevatten als het systeem dat het moet regelen. Het aantal variatiemogelijkheden binnen een regelsysteem is bepalend voor de regelcapaciteit.
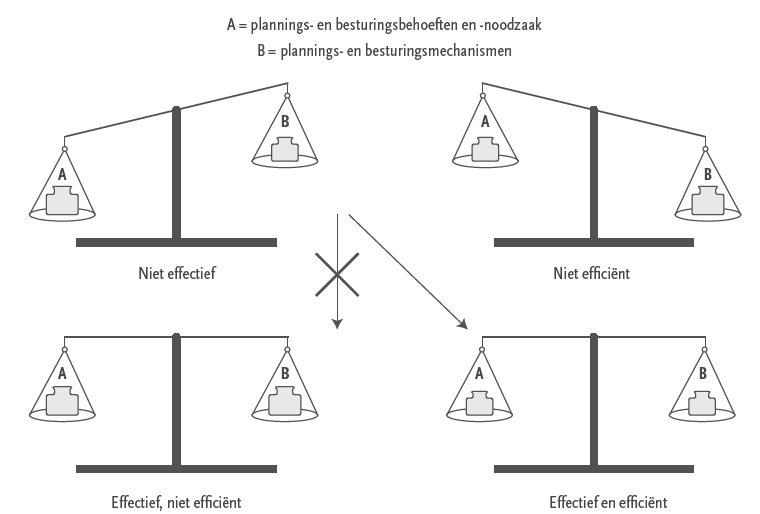
Ofwel: de regelcapaciteit moet proportioneel zijn aan datgene wat geregeld moet worden. Een planningssysteem met minder vrijheidsgraden dan het proces dat het moet plannen, functioneert niet goed. Als er te weinig beheersingsvermogen is (linksboven in figuur: B is lichter dan A), kan men dat vergroten. We krijgen dan een effectief, maar niet efficiënt evenwicht (linksonder in figuur 1-12).
Het is beter om de beheersingsbehoefte (A) te verkleinen, wat leidt tot een effectief én efficiënt evenwicht (rechtsonder in bovenstaande figuur). Reductie van de beheersingsbehoefte volgt uit het optimaliseren van de processen door variatiereductie, met name het elimineren van overbodige, niet-waardetoevoegende activiteiten zodat het werk zo veel mogelijk stroomt. Eenvoudig gesteld moet je zo veel mogelijk de (onnodige) variatie uit de producten en de processen halen zodat je minder hoeft te sturen (en je dus minder coördinatiekosten hoeft te maken).
Excellent voortbrengingssysteem
Daarmee kunnen we dus de voorlopige conclusie trekken dat (in technische zin) een voortbrengingssysteem excellent is als:
- de complexiteit en variatie in de klantvraag, in de producten en in de processen tot een minimum zijn gereduceerd, de overgebleven variatie tegen de laagste kosten is gebufferd of met flexibiliteit kan worden opgevangen, en het besturingssysteem effectief, maar zo slank mogelijk is.
Bron: Operational Excellence
Door: Marcel van Assen